


服务热线
166-9211-1693
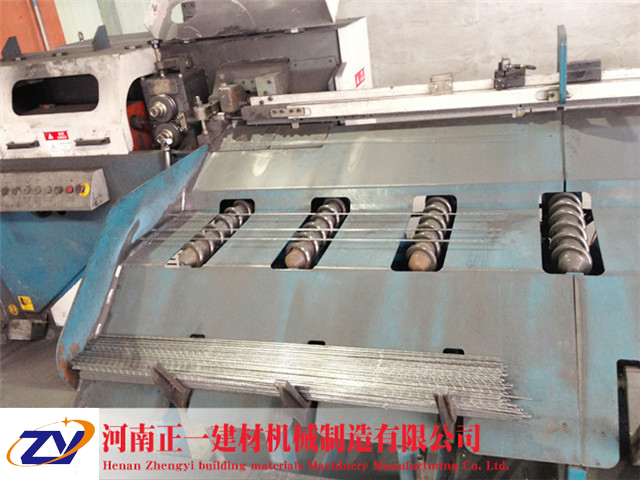
钢筋调直切断机结构组成:
1、调直部分主要由调直筒内的五个调直模组成。钢筋放盘后,通过调直筒内不在一条直线上的调直模,并被牵引辊轮强制向前拖动,此时,电机带动调直筒以每分钟2800转的速度转动,调直模使钢筋受到各个方向的弯曲矫直,从而使钢筋得到调直,并将表面的锈迹、锈皮清除掉。
2、传动系统根据型号的不同,一般分为二级,三级传动,主要在箱体内由齿轮轴和齿轮组成:由电动机同时带动的另一个皮带轮,通过一对伞齿轮减速变向,伞齿轮又通过减速齿轮带动一对同速反向回转的齿轮,使上下压辊转动,钢筋被压在上下压辊的凹槽内,辊的圆周运动牵引钢筋直线向前移动。
3、定长切断部分由定尺板、定尺拉杆及装有刀片的滑动刀台组成,切断装置是一个随曲柄称转动而上下运动的锤头。定尺板前方有一弹簧,滑动刀台位于锤头后侧,钢筋调直到预定长度时,定尺板顶向前方压缩弹簧,通过定尺拉杆使滑动刀台向前移,处于锤头的打击之下,上、下运动的锤头打击活动刀片,使钢筋切断。此时,被压缩的弹簧将定尺板弹回原位,滑动刀台也随之复位。钢筋调直切断机可以通过电子元件实现数控,自功切断,断料粉度比较高,偏差可控例在1-2毫米。
总结下来,钢筋调直切断机是由机架、微电脑控制器、内设有调直小轮的调直框、电动机、长度控制触片、钢筋自动切断机构和自动脱料机构组成。
钢筋调直切断机工作原理:
在微电脑控制器上输入剪切钢筋数量,根据钢筋的剪切长度设定好长度控制触片在脱料槽板上的安装位置,由电动机带动内设有调直小轮的调直框作高速旋转,高速旋转的调直框内的调直小轮成螺旋状挤压卷曲的钢筋,使钢筋被压直并不断向前拉伸,实现钢筋调直。同时,当被调直的钢筋被拉伸到设定的长度时,碰触到预先设定长度距离的长度控制触片,并接通微电脑控制器的自动切断控制电路,通过电磁铁拉动控制钢筋自动切断机构和自动脱料机构,实现钢筋同步自动切断和脱料。
地址:河南省荥阳市康泰路与桃贾路交叉口东30米
电话:166-9211-1693
邮箱:245829267@qq.com

Copyright © 2008-2022 加气块设备-认准专业加气砖设备生产厂家-河南正一建材机械制造有限公司 All Rights Reserved. 豫ICP备2022008114号 网站地图 营业执照