


服务热线
166-9211-1693

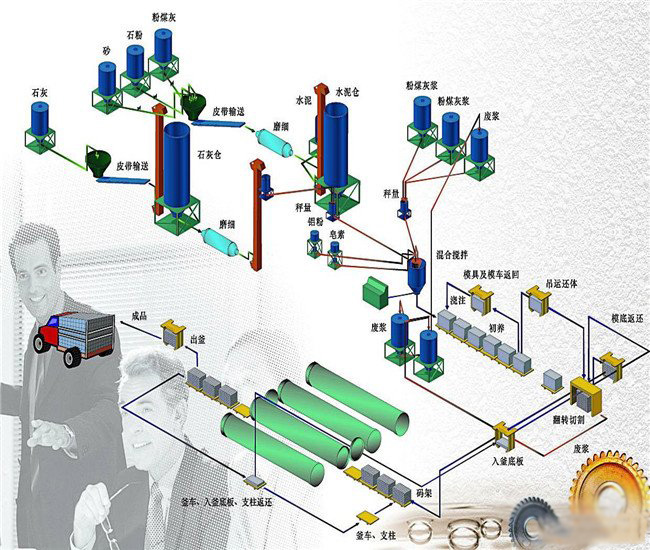
加气混凝土砌块设备主要包括:球磨机,鄂式破碎机,皮带输送机,移动式搅拌浇注机,涡流制浆机,双钩同步行车,单钩行车,吊具,蒸养车,模框底板,提升机,切割设备,立柱支杆等设备。
产品要求:
(1)加气块的砌筑,必须严格遵守国家标准《砌体工程施工质量验收规范》(GB 50203—2002)技术指标要求。
(2)合理安排好工期,不可盲目赶工。如有可能,应尽量避免在常年雨季期间砌筑。
(3)砌筑砂浆宜选用粘结性能良好的专用砂浆,其强度等级应不小于M5,砂浆应具有良好的保水性,可在砂浆中掺入无机或有机塑化剂。有条件的应使用专用的加气混凝土砌筑砂浆或干粉砂浆。
(4)为消除主体结构和围护墙体之间由于温度变化产生的收缩裂缝,砌块与墙柱相接处,须留拉结筋,竖向间距为500~600mm(根据所选用产品的高度规格决定),压埋2Ф6钢筋,两端伸入墙内不小于800mm;另每砌筑1.5m高时应采用2Ф6通长钢筋拉结,以防止收缩拉裂墙体。
(5)在跨度或高度较大的墙中设置构造梁柱。一般当墙体长度超过5m,可在中间设置钢筋混凝土构造柱;当墙体高度超过3m(≤120厚墙)或4m(≥180厚墙)时,可在墙高中腰处增设钢筋混凝土腰梁。
(6)在窗台与窗间墙交接处是应力集中的部位,容易受砌体收缩影响产生裂缝,因此,宜在窗台处设置钢筋混凝土现浇带以抵抗变形。门窗洞口上部的边角处也容易发生裂缝和空鼓,此处宜用圈梁取代过梁。
(7)加气混凝土外墙墙面水平方向的凹凸部位(如线脚、雨罩、出檐、窗台等),应做泛水和滴水,以避免积水。
(8)砌筑前按砌块尺寸计算好皮数和排数,检查并修正补齐拉结钢筋。可在墙根部预先浇筑一定高度的与墙体同厚的素混凝土,目前常用的作法是砌两皮红砖,使较上一皮留出大约20mm高的空隙,以便采用与原砌块同种材质的实心辅助小砌块斜砌,挤紧顶牢。
(9)由于不同干密度和强度等级的加气混凝土砌块的性能指标不同,所以不同干密度和强度等级的加气混凝土砌块不应混砌,加气混凝土砌块也不应与其他砖、砌块混砌。
(10)严格控制好加气混凝土砌块上墙砌筑时的含水率。按有关规范规程规定,加气混凝土砌块施工时的含水率宜小于15%,对于粉煤灰加气混凝土制品宜小于20%。加气混凝土的干燥收缩规律表明,含水率在10~30%之间的收缩值比较小(一般在0.02~0.1mm/m)。根据经验,施工时加气混凝土砌块的含水率控制在10~15%比较适宜,砌块含水深度以表层8~10mm为宜,表层含水深度可通过刀刮或敲上个小边观察规律,按经验判定。通常情况下在砌筑前24h浇水,浇水量应根据施工当时的季节和干湿温度情况决定,由表面湿润度控制。禁止直接使用饱含雨水或浇水过量的砌块。
(11)每日加气块砌筑高度控制在1.4m以内,春季施工每日加气块砌筑高度控制在1.2m以内,下雨天停止砌筑。砌筑至梁底约200mm左右处应静停7天后待砌体变形稳定后,再用同种材质的实心辅助小砌块斜砌挤紧顶牢。
(12)加气块砌筑时灰缝要做到横平竖直,上下层十字错缝,转角处应相互咬槎,砂浆要饱满,水平灰缝不大于15mm,垂直灰缝不大于20mm,砂浆饱满度要求在90%以上,垂直缝宜用内外临时夹板灌缝,砌筑后应立即用原砂浆内外勾灰缝,以保证砂浆的饱满度。
(13)墙体的施工缝处必须砌成斜槎,斜槎长度应不小于高度的2/3.
(14)墙体砌筑后,做好防雨遮盖,避免雨水直接冲淋墙面;外墙向阳面的墙体,也要做好遮阳处理,避免高温引起砂浆中水分挥发过快,必要时应适当用喷雾器喷水养护。
(15)在砌块墙身与混凝土梁、柱、剪力墙交接处,以及门窗洞边框处和阴角处钉挂10mm×10mm网眼大小的钢丝网,每边宽200mm,网材搭接应平整、连接牢固,搭接长度不小于100mm。
(16)在墙面上凿槽敷管时,应使用专用工具,不得用斧或瓦刀任意砍凿,管道表面应低于墙面4~5mm,并将管道与墙体卡牢,不得有松动、反弹现象,然后浇水湿润,填嵌强度等同砌筑所用的砂浆,与墙面补平,并沿管道敷设方向铺10mm×10mm钢丝网,其宽度应跨过槽口,每边不小于50mm,绷紧钉牢。
工艺流程:
加气块工艺较为复杂,同时对于技术人员的技术也要求高,每个细节处都要有独特观点,操作也要 认真,简单说下加气块制品制作的五大流程:
(1)加气块储存和供料原材料均由汽车运入厂内,粉煤灰(或砂、石粉)在原材料场集中,使用时用装运入料斗。袋装水泥或散装水泥在水泥库内储存。使用时用装运入料斗。化学品、铝粉等分别放在化学品库、铝粉库,使用时分别装运至生产车间。
(2)加气块原材料,使用球磨机来处理粉煤灰(或砂、石粉)经电磁振动给料机、胶带输送机送入球磨机,磨细后的粉煤灰(或砂、石粉)用粉煤灰泵分别送至料浆罐储存。
(3)石灰经电磁振动给料机、胶带输送机送入颚式破碎机进行破碎,破碎后的石灰经斗式提升机送入石灰储仓,然后经螺旋输送机送入球磨机,磨细后的物料经螺旋输送机、斗式提升机送入粉料配料仓中。由此可见原料的制作甚为重要。
化学品按一定比例经人工计量后,制成一定浓度的溶液,送入储罐内储存。
(4)铝粉由铝粉库运至生产车间,用电葫芦提升到配料楼二楼倒入搅拌机中定量加水,搅拌成铝粉悬浮液3、加气块配料、搅拌、浇注石灰、水泥由粉料配料仓下的螺旋输送机依次送到自动计量秤累积计量,秤下有螺旋输送机可将物料均匀加入浇注搅拌机内。
(5)粉煤灰(或砂、石粉)和废浆放入计量缸计量,在各种物料计量后模具已就位的情况下,即可进行料浆搅拌,料浆在浇注前应达到工艺要求(约45℃),如温度不够,可在料浆计量罐通蒸汽加热,在物料浇注前0.5~1分钟加入铝粉悬浮液。
加气块初养和切割浇注后模具用输送链推入初养室进行发气初凝,室温为48~68℃,初养时间为1.5-2小时(根据地理有利条件,可免去此工艺),初养后用负压吊具将模框及坯体一同吊到预先放好釜底板的切割台上.脱去模框.切割机即对坯体进行横切、纵切、铣面包头,模框吊回到运模车上人工清理和除油,然后吊到模车上组模进行下一次浇注,切好后的坯体连同釜底板用天车吊到釜车上码放两层,层间有四个支撑,若干个釜车编为一组。
切割时产生的坯体边角废料,经螺旋输送机送到切割机旁的废浆搅袢机中,加水制成废料浆,待配料时使用。
加气块蒸压及成品坯体在釜前停车线上编组完成后,打开要出釜的蒸压釜釜门,先用卷扬机拉出釜内的成品釜车,然后再将准备蒸压的釜车用卷扬机拉入蒸压釜进行养护。釜车上的制成品用桥式起重机吊到成品库,然后用叉式装卸车运到成品堆场,空釜车及釜底板吊回至回车线上,清理后用卷扬机拉回码架处进行下一次循环。
整个工艺流程就上面所述,加气块的工艺流程与蒸压砖的工艺来说,是复杂,同时加气块制品应用范围也要比蒸压砖的范围广,加气块制品的价格也较贵点,主要用到高层建筑。
注意事项:
(1)空车先在入釜轨道上编组试运行,要求运行平稳。
(2)轴承每两个月清洗换油一次,润滑脂为1号胶体石墨油脂。
(3)还有蒸养车易损件的维护,如果使用生产中易损件毁坏要在****时间更换!
蒸养小车主要由以下几部分组成:
车架:主要有型钢组成,钢性好,结构简单,上部安装了底板导向装置,使底板放置时快速方便。
车轮组件:主要由车轮、轴、轴承等组成,车轮表面淬火处理,经久耐用,内部结构经特殊设计,可确保轴承经蒸压釜高温、高压蒸养后,仍滚动灵敏,运行可靠。
地址:河南省荥阳市康泰路与桃贾路交叉口东30米
电话:166-9211-1693
邮箱:245829267@qq.com

Copyright © 2008-2022 加气块设备-认准专业加气砖设备生产厂家-河南正一建材机械制造有限公司 All Rights Reserved. 豫ICP备2022008114号 网站地图 营业执照